Calcolo Indice OEE: che cos'è

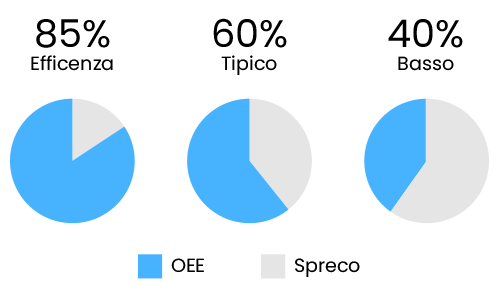
Indice OEE è un'indice KPI per la valutazione dell'efficienza dell'impianto produttiva. Una peculiarità dell'OEE è quella di riuscire a mescolare l'efficienza delle macchine con la qualità del prodotto e il tempo disponibile (capacità produttiva).
Il Software MES HEURIS ti permette di visualizzare tutti gli indicatori di performance della tua azienda, suddividendoli per vari livelli: efficienza reparto, efficienza gruppo produttivo ed efficienza macchinario.
Il Software MES è in grado, come da schermata accanto, di spiegarti nel dettaglio come l'efficienza di un macchinario è calcolata e ti permette di vedere:
- Storico dell'Efficienza: l'efficienza di un macchinario può cambiare, per questo il Software MES la calcola ad intervalli regolari e ti presenta sempre lo storico dell'efficienza. Noterai subito se ci sono dei miglioramenti o dei peggioramenti, e potrai capire quali misure implementare grazie a dati reali.
- Valutazione dell'Efficienza divisa per fattori: tempo, produttività e qualità sono mostrati separatamente per garantirti di individuare facilmente il problema alla base dell'inefficienza del tuo macchinario o del tuo reparto.
- Dettaglio delle inefficienza: utilizzando le schermate specifiche potrai vedere i dettagli delle inefficienze per fattori. Per esempio nella schermata del tempo vedrai quante pause ci sono state, le motivazioni e come sono distribuite durante il turno. In quella della qualità vedrai esattamente quando sono stati prodotti i pezzi difettosi e quale è il difetto di ogni singolo pezzo nel dettaglio.

Esempio di Calcolo Indice OEE
Indice OEE del Tempo: AVAILABILITY
In questa fase viene calcolato il tempo effettivamente lavorato rispetto al tempo disponibile. Le maggiori perdite in questa fase sono:
- Guasti
- Tempi di set-up
- Manutenzione
Indice OEE della Produttività: PERFORMANCE
Questa è la quantità di pezzi lavorati rispetto al numero ideale di pezzi prodotti calcolato in base al tempo effettivamente lavorato. Le maggiori perdite in questa fase sono solitamente:
- Arresti per piccoli inconvenienti
- Ridotta velocità di lavorazione
- Guasti
Indice OEE della Qualità: QUALITY
Questo è il rapporto tra pezzi conformi rispetto ai pezzi lavorati. Le maggiori perdite in questa fase sono solitamente:
- Scarti
- Rilavorazioni
- Tempi di start-up
| INDICE OEE TEMPO (AVAILABILITY) | |
| Tempo Capacità Produttiva | 480 min |
| Tempo Set-Up | 35 min |
| Tempo Fermo Macchina | 15 min |
| Tempo Pausa Operatori | 20 min |
| Tempo Effettivamente Lavorato | 410 min |
| INDICE OEE TEMPO (AVAILABILITY) | 85% |
| INDICE OEE PRODUTTIVITÀ (PERFORMANCE) | |
| Pezzi Ideali (1 pezzo ogni 2 min) | 205 |
| Pezzi prodotti | 198 |
| INDICE OEE PRODUTTIVITÀ (PERFORMANCE) | 97% |
| INDICE OEE QUALITÀ (QUALITY) | |
| Pezzi Prodotti | 198 |
| Pezzi Rilavorati/Scartati | 6 |
| Pezzi Conformi | 192 |
| INDICE OEE QUALITÀ (QUALITY) | 97% |
| INDICE OEE IMPIANTO | 80% |